-

济南赛思特冲压设备有限公司
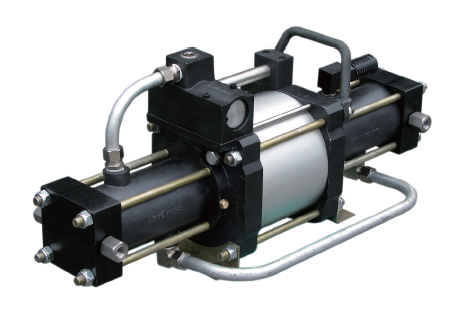
主营:气动增压设备,水压耐压爆破脉冲试验台,安全阀及气瓶检测设备

济南赛思特冲压设备有限公司
主营:气动增压设备,水压耐压爆破脉冲试验台,安全阀及气瓶检测设备 14
14
技术参数: 1、残液回收装置 残液回收装置主要用于液化石油气钢瓶的残液回收处理。按照GB8334—1999标准对残液回收的要求,该装置利用抽残过程中的热交换补偿技术,能使残液中的可燃物质气化,尤其在5℃以下的低温天气工作时,气液分离器及管路内不会结冰阻塞而影响正常的抽残工作。倒残过程采用了负压法,利用真空泵抽残将气液分离器内的压力抽至负压状态,再利用压力差的作用,使钢瓶内的残液通过管路进入气液分离器。然后把抽出的残气经过水封罐、管道系统进入燃烧喷嘴进行燃烧。全系统密闭抽取、输送,做到环保节能。 该残液回收装置主要有水封罐、抽残泵、气液分离器、倒残架组成。 1、气液分离器 :0.4 m? 2、抽残功率: 7.5KW 3、倒残时间: ≥2min 4、气源压力 :0.4-0.6Mpa 5、外形尺寸 : 4100×1500×2000mm 6、重量:1350kg 2、液化石油气钢瓶气密性试测试机 做气密性测试,以检验瓶体、阀门及阀座、丝扣等处有否泄漏。***简单的方法是在钢瓶内充入压缩空气后,沉入水中检查漏不漏气。本装置的作用就是将充气后的钢瓶放在框架中,用气缸进行下降和提升。本机由水箱、升降架、气动控制系统等组成,结构简单合理、操作灵活、方便安全、操作系统采用气动控制,适用于15kg、50kg型液化石油气钢瓶气密性试验。 1、测试压力:3.2Mpa 2、工作效率: 60-80只/h 3、气源压力: 0.5-0.6Mpa 4、外形尺寸: 2100×1000×2500mm 5、重量:650kg。 3、液化石油气钢瓶水压试验装置 采用四工位(六工位)同时进水、打压、保压、排水一次完成。然后旋转90°、180°自动倒水,50kg钢瓶可一机操作,因而提高了工作效率。同时为了贯彻实施GB/T9251的水压测试要求,我厂研制了一瓶一表单瓶保压控制的水压测试机。 1、电机功率:3kw 2、工作效率:60-100只/h 3、转速 :1.93r/min 4、气源压力:0.5-0.6Mpa 5、试验压力:3.2Mpa 6、每次试压瓶数:4只 7、灌水时间:1-2min 8、保压时间:1min 9、外形尺寸:3050×2000×2600 mm 10、重量:1200kg。 4、静电喷涂 粉末喷涂为当今世界金属体表面处理的一种成熟.高效.经济.安全及无污染的先进涂装工艺,本流水线由悬挂轨道.烘箱.喷涂设备组成,结构紧凑合理.操作简便.适用于检测站使用。 1、装入钢瓶数: 32(24)只/次 2、烘箱温度:180-200℃ 3、总功率:45kw 4、电源压力:380V 50HZ 5、外形尺寸:3500×1290×2100mm 6、重量:2600kg。 5、钢瓶除锈机 根据国外先进产品自行设计制造的新一代除锈机,其结构为国内良好。该机具有结构合理,操作方便、处理效果好、工作效率高、无粉尘污染等特点。整机由机体、下置式上抛丸器、辊道传送装置及除尘系统四个部分组成。 适合于直径在φ220-φ420mm各种气瓶管道外部的氧化层、油漆、粉末喷涂层的清理。(特殊规格的物件清理可按用户要求定制)。 6、液化石油气钢瓶印字机 根据钢瓶制造厂、钢瓶检验站对钢瓶喷涂后进行印字的工作需要而设计制造的。印字机采用刮板印刷原理,字迹清晰、气动控制、操作方便、劳动强度低。 1、气源压力:0.5-0.6Mpa 2、生产效率:160只/h 3、油墨耗量: ≤2克/只 4、外形尺寸:1200×800×1250mm 5、重量: 250kg。